
Featured Ice Arena Projects
Ice Arenas
Ice Arenas
Ice Arenas






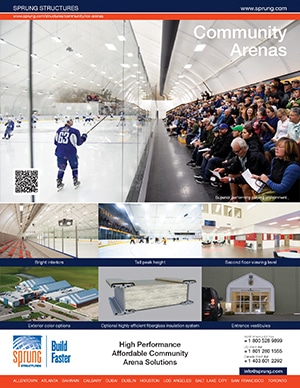
Whether you’re in need of a complex ice arena center or a simple stadium building, a Sprung structure is the perfect solution. Sprung provides a better return on investment for arena buildings, thanks to low construction costs, quick build capabilities, lower operating costs and a sophisticated interior environment that is suitable for all kinds of recreational needs. Sprung’s arena buildings are adaptable to a wide range of climates and are insulated to improve energy efficiency.
Sprung’s bright, clear-span spaces provide a natural setting for play in all seasons, while an energy-efficient insulation package provides climate controllability and lower overall operating costs — particularly beneficial for ice arena structures. As a long-term solution, Sprung stadium and arena enclosures help inspire increased attendance and keep community members moving. We have new arena structures ready to ship, so you can start (and finish) construction on tight deadlines
Thanks to innovative engineering, Sprung’s arena structures can be erected quickly, with minimal foundation requirements, and the tension fabric exterior is easy to maintain. The buildings are a popular choice around the world for arena enclosures and stadium buildings.
Many members of the sports and recreation industry, including health and fitness decision-makers, stadium builders, community leaders and school directors, have already made Sprung their solution for arena structures and stadium buildings. Sprung’s structures have been used in many different applications around the globe: as an ice arena building at the Edge School in Alberta, Canada; as roller rinks at Canyons Ski Resort; and as a stadium building addition for the San Francisco 49ers Team Store and LA Dodgers Team Store. Contact us to see what we have in stock and get a quote on an arena building.
Sprung Ice Arena Solutions CLICK HERE TO LEARN MORE.